ポリプラスチックスは、従来ペレット形状のみで供給してきたエンジニアリングプラスチック(エンプラ)について、3Dプリンターなどで賦形が可能なエンプラファインパウダーを開発した。
同社が販売するペレット形状のエンプラは、主に射出成形や押出成形で賦形されている。射出成形や押出成形は大量生産が可能な加工法のため製品の低コスト化に寄与しつつ、複雑かつ高品質な成形品が得られる。しかしその一方で、高価な金型が要不可欠で、市場の個々のニーズに合わせた少量生産や試作品の製造には必ずしも適する方法ではなかった。
これに対し近年は3Dプリンターに代表されるラピッドプロトタイピング、ラピッドマニュファクチャリング技術が普及しつつあり、中でも耐久性のある造形物が得られる粉末焼結積層造形法は、信頼性が必要な製品を造形する方法として有望。さらなる普及には、より多種の材料が必須と考えられている。
また、自動車分野を中心に軽量化の取り組みが積極的に進められており、炭素繊維強化熱可塑性樹脂(CFRTP)は注目される材料の一つ。しかし、熱可塑性樹脂は熱硬化性樹脂に比較し、粘度が高く、炭素繊維への含浸は容易ではない。
この課題を解決する一つの方法としては樹脂パウダーを用いたダイレクト賦形技術が開発されている。その一方で、エンプラは機械強度が高いため、粉砕などの方法で小粒径や狭粒径分布のパウダーを得ることは非常に困難な上、高分子量樹脂の場合、単に衝撃エネルギーを高めると、樹脂同士あるいは粉砕機との摩擦熱により樹脂が溶融してしまったり、
温度管理のために非常に長い粉砕時間が必要になったりといった問題があった。同社では、パウダー製造方法を広く研究することにより、今回、特徴のあるエンプラファインパウダーを開発したもの。
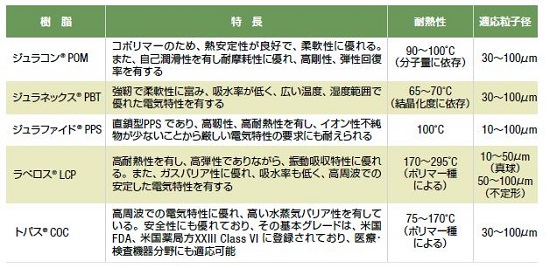
表に示すように、主要製品のジュラコン®POM(アセタールコポリマー)、ジュラネックス®PBT(ポリブチレンテレフタレート)、ジュラファイド®PPS(ポリフェニレンサルファイド)、ラペロス®LCP(液晶ポリマー)、トパス®COC(環状オレフィンコポリマー)のパウダー化に成功、さらにこれらのより高分子量の樹脂もパウダー化することに成功している。この中でPBTやPOMの場合、ガラス転移点(温度が低いと分子運動性が低く、温度が上がると運動性が大きくなるその境目の温度)が低く、粉砕時の摩擦熱で容易に固着してしまうため、パウダー化は非常に困難だった。しかし同社では、これらの樹脂の熱特性や機械物性を考慮し、それぞれの樹脂に合ったパウダー化手法を選択することにより、10~100μmという微細かつ粒径分布の狭いパウダーを製造できるようになった。
パウダー化された樹脂には、粉末焼結法用の造形剤やCFRTPのマトリックス樹脂に加え、有機フィラー/補強材的な使い方も考えられている。エンプラは、その高い耐熱性や機械的強度などの特性から、多くの自動車用部品、電子・電気機器部品、機械部品などに広く使用されている。今後もさらに高精度、高品位な部品が要求される中で、新たな加工方法も生まれてくると見られるが、同社ではそれらの加工方法に対して、エンプラファインパウダーが製造面、性能面で効率的な材料になる可能性があるとして研究開発を継続、サンプルワークを行うことを検討している。